
Das Konuskop® Doppelkronentechnik neu gedacht
Double crown technology rethought
Gleich zu Beginn möchte ich Euch meine Lösung für die unten aufgeführten Probleme vorstellen :
Right at the beginning, I’d like to introduce my solution to the problems listed below:



Um allen genannten Problemen aus dem Weg zu gehen und dem Patienten, dem Zahnarzt und dem Zahntechniker (Mir selbst) das Leben zu erleichtern, habe ich mir 1°-Fräsen anfertigen lassen, die sehr feine Oberflächen fräsen lassen und gleichzeitig aufgrund ihres dünnen Durchmessers die größtmögliche vertikale Friktionsfläche zulassen.
In order to avoid all these problems and to make life easier for the patient, the dentist and the dental technician, I let produce 1 °-burs that allow to mill very fine surfaces and, at the same time, due to its thin diameter allow maximum vertical friction surface.

Diese Fräsen können exclusiv auf unserer Seite Dentalligent.de zum Preis von € 20,00netto bestellt werden:
These cutters can be ordered exclusively on our page Dentalligent.de at a top Price about € 20,00 without tax:
https://www.dentalligent.store/Fraeser/
Mit diesen Fräsern und dieser Geometrie vermeiden wir „Verkeilen“, „Verklemmen“, Kaltverschweissungen und gleichen gleichzeitig Fehler bei der Überabformung oder der Zementierung aus. Auch die beschriebenen Fehler in unseren Parallel-Fräsgeräten oder bei der händischen Nachbearbeitung werden durch diese Technik zu großen Teilen ausgeglichen.
With these burs and this geometry we avoid „wedging“, „jamming“, cold welding and at the same time compensate for over-molding or cementing errors. Even the errors described in our parallel milling machines or in manual post-processing are largely compensated by this technique.

Fräsen mit einem größeren Durchmesser verkürzen aufgrund der starken Rundung am Kopf der Fräsen automatisch die Länge der vertikalen Fräsfläche.
Burs with a larger diameter automatically reduce the length of the vertical milling surface due to the high degree of rounding at their head.
Einleitung
Grundsätzlich stehen wir bei Teleskopversorgungen vor dem Problem der „doppelten Wandstärken“, die dem Platzbedarf von Innenteil und Außenteil geschuldet sind und im Gegensatz zum Platzbedarf der Ästhetik stehen.
Dies wird im Falle von Galvanoteleskopen noch durch die Notwendigkeit einer Tertiärstruktur und bei der Verwendung von PEEK-Teleskopen durch dickere Wandstärken erschwert.
Preamble
Basically, we are faced with the problem of „double wall thicknesses“ in telescopic restorations, which are due to the space requirement of the inner part and the outer part and in contrast to the space requirement of the aesthetics.
In the case of galvanic telescopes, this is made more difficult by the need for a tertiary structure and in the use of PEEK telescopes by thicker wall thicknesses.
Im Folgenden sollen jetzt hier verschiedene Arten von Teleskopen,- sowohl in der Ausführung, als auch in der Wahl der verschiedenen Materialien besprochen werden.
In the following we will now discuss different types of telescopes, both in design and in the choice of different materials.
Gerade heutzutage werden immer mehr Teleskope digital per CAD/CAM hergestellt und die erreichten Ergebnisse der gefrästen Sekundärteleskope sind in ihrer Präzision und Reproduzierbarkeit teilweise sehr überraschend.
Nowadays, more and more telescopes are digitally produced by CAD / CAM and the achieved results of the milled secondary telescopes are sometimes very surprising in their precision and reproducibility.
Als Partner vieler Zahntechniker, die ihre Innenteleskope selbst herstellen und diese mitsamt dem Meistermodell zu mir schicken, damit ich die Sekundärkonstruktion für sie durch CAD/CAM-gefräste Sekundärkonstruktionen herstelle, stellen sich hiermit allerdings auch neue Probleme.
As a partner of many dental technicians who make their own inner telescopes and send them together with the master model to me so that I make the secondary construction for them by CAD / CAM-milled secondary constructions, this also poses new problems.
Während wir in der klassischen Technik ECHTE Parallelität nur schwer überprüfen können, zeigt uns die CAD-CAM-Technik und vor allem der taktile Scan sehr schnell die ungeschminkte Wahrheit und macht uns auf Unterschnitte aufmerksam.
While in classical technology we can hardly verify REAL parallelism, the CAD-CAM technique and above all the tactile scan quickly reveals the unvarnished truth and draws our attention to undercuts.



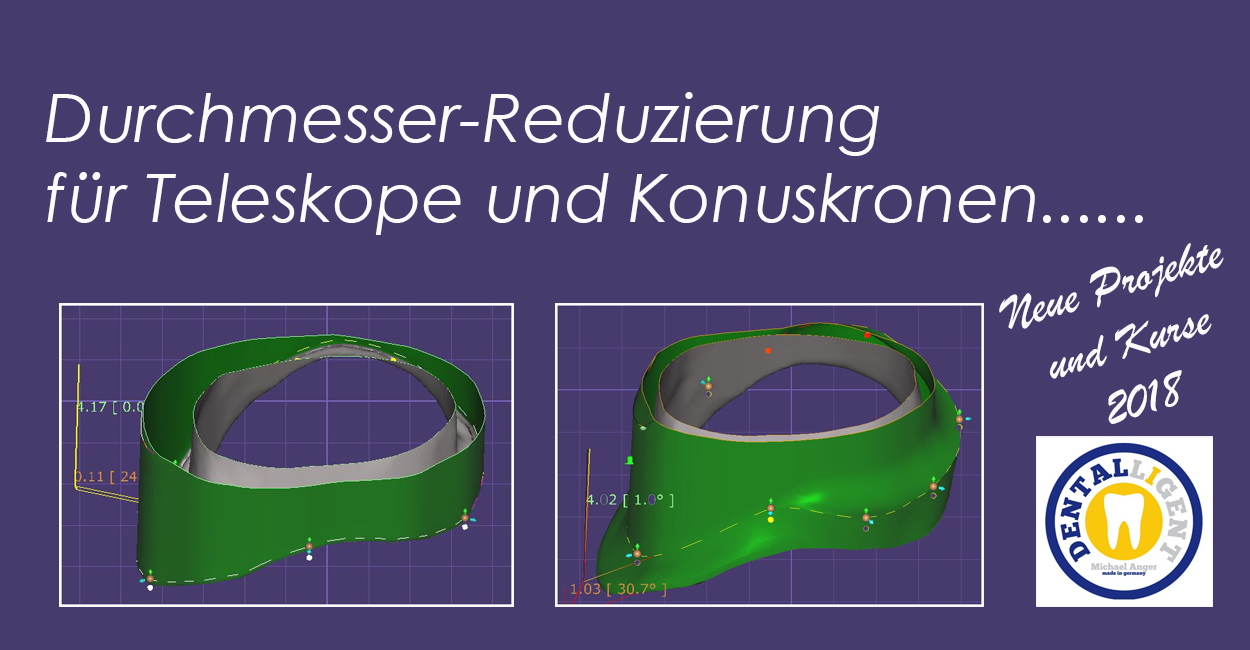
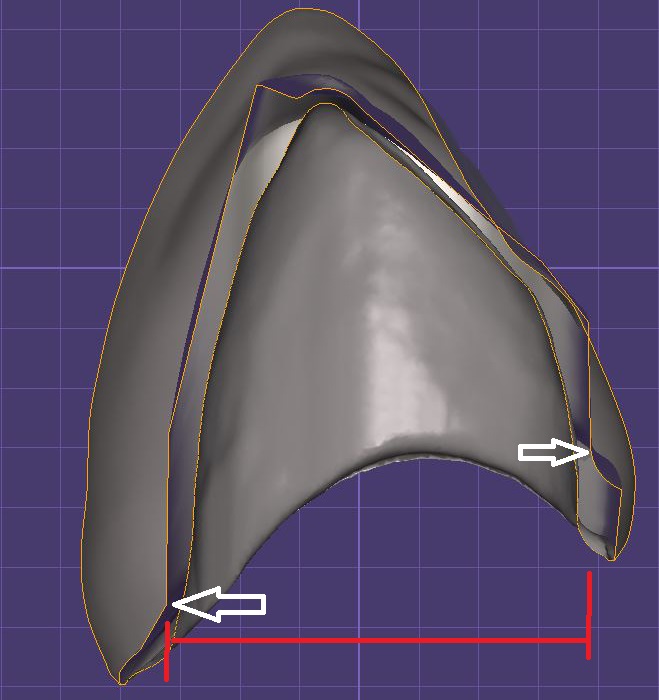
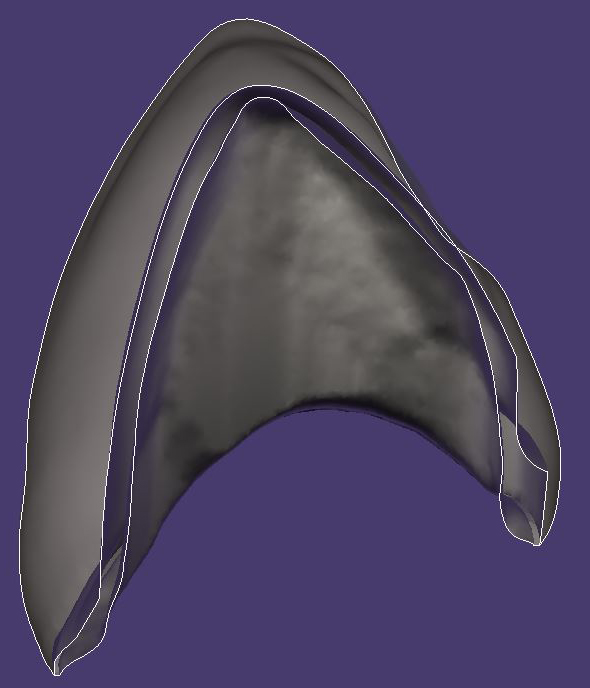
Diese Bilder zeigen Unterschnitte an fertigen Teleskopen, deren Parallelität ausschließlich durch die CAD/CAM-Technik in Frage gestellt wird denn hierbei werden die Unterschnitte sichtbar. Auch hier zeigt ein Bild mehr als tausend Worte, denn niemand lässt sich gerne etwas über untersichgehende Stellen an seinen Teleskopen sagen und kaum jemandem ist dies bewusst.
These pictures show undercuts on finished telescopes whose parallelism is questioned exclusively by the CAD / CAM technique because the undercuts become visible. Here, too, a picture shows more than a thousand words, because no one likes to be told something about underscores on his telescopes and hardly anyone is aware of this.
Dies hat verschiedene Ursachen, deren wesentlichsten hier ebenfalls aufgezählt werden sollen:
This has several causes, the most important of which are also listed here:
1. Die zweit- häufigste Ursache für unterschnittige Teleskope sind veraltete und ausgeschlagene Fräsgeräte.
Während wir unsere CAD/CAM-Fräsen regelmäßig überprüfen und kalibrieren, werden in den Laboren Geräte zur Parallelfräsung verwendet, die weder sauber zu überprüfen, noch zu kalibrieren sind.
Häufigste Ursachen sind hier Spannzangen, die durch eine ganz normale Abnutzung eine Unwucht hervorrufen, aber auch ausgeschlagene Gestänge und Achsen führen häufig zu solchen Fehlern.
Durch die immer häufigere Verwendung von Primärkronen aus Zirkonoxyd wurde die Naßfräsung mit Turbinen nötig, die ein weiteres Problem darstellt.
Turbinen funktionieren durch sehr hohe Drehzahlen perfekt, wenn man darauf achtet, komplett Drucklos zu arbeiten.
Bereits bei geringem Druck findet hierbei eine deutliche Auslenkung des Fräsers oder Schleifers statt.
Leider gibt es auch hierzu kaum Kurse oder Anleitungen.
Erstaunlicherweise sind diese Geräte jedoch auch ohne regelmäßige Wartung und Überholung oder Kalibrierung nicht die größte Fehlerquelle.
1.The second most common cause of undercut telescopes is outdated and worn out Milling.
While we regularly inspect and calibrate our CAD / CAM routers, we are working in the Laboratories used devices for parallel milling, which neither clean nor check too calibrate.
Most common causes here are collets, which by a normal wear and tear an imbalance cause, but also beaten linkage and axes often lead to such errors.
Due to the increasing use of zirconium oxide primary crowns, wet milling became more common needed with turbines, which is another problem.
Turbines work perfectly through very high speeds, if you pay attention, completely to work without pressure.
Already at low pressure there is a significant deflection of the Milling cutter instead.
Unfortunately, there are hardly any courses or instructions for this.
Surprisingly, these devices are also without regular maintenance and overhaul or calibration is not the biggest source of error
2. Die händische Nacharbeit der gefrästen Primärteile ist die häufigste Ursache für unterschnittige Primärteleskope.
Das Ausarbeiten oder Ausdünnen der Durchmesserreduzierung und der Übergänge zu den Stufen unter Verwendung von Gummipolierern, feinen Schmirgeln, aber auch von Polierbürsten und Polierpasten führt oft unkontrolliert zu diesen Fehlern.
2. The manual rework of the milled primary parts is the most common cause of undercut primary telescopes.
Finishing or thinning the diameter reduction and the transitions to the steps under use of rubber polishers, fine emery, but also of polishing brushes and polishing pastes often leads uncontrolled to these mistakes.
Sollen wir jetzt alle unsere Fräsgeräte die 2, 3, oder 10 Jahre alt sind verschrotten und hoffen, dass ein neues Gerät alle Fehler behebt?
NEIN – ich denke da über einen anderen Weg nach.
Shall we now scrap all our 2, 3, or 10 year old milling machines and hope that a new one fixes all bugs?
NO – I think about a different way.
Doppelkronen und Ästhetik – Double crowns and aesthetics
Oft hört man, dass Teleskope oder Konuskronen keine Ästhetik zulassen und insbesondere bei Frontzähnen viel zu klobig sind.
In den folgenden Bildern zeigen wir, wie man durch geschickte Gestaltung der Primärkronen zusätzlichen Platz für die Ästhetik UND die Stabilität der Sekundärkonstruktion gewinnt, OHNE die Funktionalität zu beeinträchtigen.
It is often said that telescopes or conical crowns do not allow aesthetic anatomys and are much too bulky, especially in front teeth.
In the following pictures we show how skilful design of the primary crowns provides additional space for the aesthetics AND the stability of the secondary structure WITHOUT compromising functionality.

TEIL 2 / PART 2
Im Bild links (r1) sehen wir eine Doppelkrone, deren Fräsflächen und Umfang durch die Präparationsgrenzen definiert sind.
Diese Fräsungen sind sehr leicht anzufertigen, da man auf Sicht arbeiten kann und mit großen, groben Werkzeugen (Schleifern oder Fräsen) gearbeitet werden kann.
Gleichzeitig sieht man allerdings auch, wie sehr der Platz für die Ästhetik hierbei eingeschränkt wird.
In the picture on the left (r1) we see a double crown whose milling surfaces and circumference are defined by the preparation margins.
These millings are very easy to make, because you can work on sight and with large, coarse tools (grinders or milling) can be worked.
At the same time, however, easy to see how much the space for the aesthetics is limited.
Im Mittleren Bild (r2) sehen wir eine Doppelkrone, deren Ränder nach Innen und oben gezogen sind und sich bezüglich ihres Umfangs der Fräsfläche an der Mindestdicke des Material für das Primärteil definieren. Je nach der Präparationsform und der prothetischen Einschubrichtung wird so bei jedem Primärteil individuell herausgefunden, wo diese Durchmesserreduzierung angewendet werden kann. Ein MUSS sollte jedoch eine oral gelegene Stufe sein, um eine sichtbare, definierte Endposition der Fügung des Sekundärteiles kontrollierbar zu machen, Kaltverschweissungen durch „Absacken“ unter Belastung zu verhindern UND die Gingiva im nicht-sichtbaren Bereich zu schonen.
In the Picture in the middle (r2) ) we see a double crown, the edges of which are drawn inwards and upwards and define with respect to their circumference the milling surface at the minimum thickness of the material for the primary part. Depending on the preparation form and the prosthetic insertion direction, it is individually determined with each primary part where this diameter reduction can be applied. However, a MUST should be an orally located step to control a visible, defined end position of the abutment of the abutment, to prevent cold welding by „sagging“ under stress AND to protect the gingiva in the non-visible area.
Im rechten Bild (r3) sehen wir, wie die Übergänge der Fräsfläche in die occlusale „Einfädelfläche“ geglättet wurden. In der klassischen Technik weiß jeder Zahntechniker, dass er nach der Wachsfräsung wieder zum Bunsenbrenner zurückkehrt und mit Hilfe von vorsichtigem Schaben und durch Reiben mit Kosmetiktüchern oder einem Nylonstrumpf die Übergänge der Okklusalflächen zu den Fräsflächen vorsichtig geglättet werden. In der exocad-Software muss ich in das „nachträgliche Freiformen“ wechseln, um diese Möglichleit zu haben, die mir im „Wizzard-“ oder „Guide-Modus“ verweigert wird. Ebenso wie ich in der händischen Technik hierbei auf die Farbe des Wachses angewiesen bin, um zu SEHEN wann Mindeststärken erreicht werden, benötige ich hierbei in der CAD die Anzeige dieser Mindestdicke. Bei der Version 6547 sind diese Bereiche im „nachträglichen Freiformen“ automatisch sichtbar, in allen vorherigen Versionen kann man diese im Bereich „versteckt“ sichtbar machen. Ebenso wenig wie hierbei in der händischen Technik die Parallelität durch eine Softwarebarriere geschützt ist, und der Techniker bei dieser Fein-Überarbeitung eigenverantwortlich auf die nicht-Verletzung der Fräsflächen achten muss, arbeitet man auch in diesem digitalen Arbeitsschritt eigenverantwortlich.
In the right image (r3) we can see how the transitions of the milling surface into the occlusal „threading surface“ were smoothed. In classical technology, every dental technician knows that he will return to the Bunsen burner after wax milling and carefully smooth out the transitions of the occlusal surfaces to the milling surfaces with the help of careful scraping and rubbing with facial tissues or a nylon stocking. In the exocad software, I have to switch to „post freeform“ to have this option, which is denied me in „wizard“ or „guide mode“. Just as I rely on the color of the wax in the manual technique to SEE when minimum thicknesses are achieved, I need this in the CAD, the display of this minimum thickness. With the version 6547 these areas are automatically visible in the „later free-form“, in all previous versions these can be made visible in the „hidden“ area. Just as manual technology does not protect parallelism through a software career, and the technician must take responsibility for the non-infringement of the milling surfaces on his own responsibility during this fine overhaul, one also works independently in this digital step.



In diesen Bildern wird gezeigt, wie diese Primärkronen im Idealfall aussehen können. Dies gilt sowohl für Teleskope als auch für Konuskronen.
Schauen wir uns als Nächstes an, wo wir welche Fräsflächen benötigen und kommen somit zu einem weiteren Grundsatz der Doppelkronen-Technik.
These pictures show how these primary crowns can ideally look like. This applies to both – telescopes and conical crowns.
Next let’s look at where we need which milling surfaces and thus come to another principle of the double crown technique.
Teil 3 / Part 3
Wieviel Fräsfläche benötigt eine Doppelkrone wirklich? How much milling surface does a double crown really Need?
In den vorherigen Teilen haben wir über die unwidersprochene, sinnvolle Reduzierung des Umfangs von Teleskopen oder Konuskronen gesprochen.
Aber wie kann dies erreicht werden ohne, dass die Funktionalität dieser Doppelkrone verloren geht oder Schaden nimmt?
Was genau braucht denn eigentlich eine Doppelkrone um zu funktionieren?
In the previous parts, we talked about the undeniable, meaningful reduction in the scope of telescopes or conical crowns.
But how can this be achieved without the functionality of this double crown being lost or damaged?
What exactly does a double crown actually need to work?



Grundsätzlich gilt :
Ein Teleskop benötigt eine vertikale Fräsfläche von mindestens 3mm auf mindestens 2 gegenüberliegenden, korrespondierenden Flächen.
In den meisten Fällen finden wir die Möglichkeit für solche Fräsflächen in den approximalen Bereichen.
Hier stören die Fräsflächen weder die Formgestaltung, noch die Farbgestaltung und Transparenz der Compositeverblendung.
Hingegen können die vestibulären und oralen Bereiche der Fräsflächen deutlich reduziert, oder sogar ganz weggelassen werden.
Meine persönliche Empfehlung lautet jedoch zu versuchen, oral zumindest eine teilweise Fräsfläche zu erhalten, um eine frühzeitige körperliche Fassung des Primärteils zu erreichen.
Diese Regel gilt ebenfalls für flach gefräste Konuskronen (bis zu 2° Konuswinkel).
Basically :
A telescope requires a vertical milling surface of at least 3mm on at least 2 opposite, corresponding surfaces.
In most cases we find the possibility for such milling surfaces in the approximal areas.
Here, the milling surfaces disturb neither the shape design, nor the color scheme and transparency of the composite veneering.
On the other hand, the vestibular and oral areas of the milling surfaces can be significantly reduced, or even completely eliminated.
However, my personal recommendation is to try to get at least a partial milling surface orally to achieve an early physical fit of the primary part.
This rule also applies to flat milled conical crowns (up to 2 ° Cone Angle).

Diese Schema-Zeichnung erläutert den Unterschied zwischen Konuswinkel und Kegelwinkel.
Die Summe aus den Winkeln beider abgeschrägten Flächen bildet den Kegelwinkel.
Der Winkel zwischen der mittleren Achse und der Aussenfläche ist der Konuswinkel, also der halbe Kegelwinkel.
Dieser Winkel ergibt sich durch die Fräsung mit definierten Fräsern für die Doppelkronen-Technik.
This diagram illustrates the difference between cone angle and cone angle.
The sum of the angles of both bevelled surfaces forms the cone angle.
The angle between the central axis and the outer surface is the cone angle, ie half the cone angle.
This angle results from the milling with defined milling cutters for the double-crown technique.
In der Literatur finden wir Regeln zu Konuskronen, die vor Allem auf der Verwendung von Goldlegierungen beruhen und auf NEM-Material und PEEK kaum noch zutreffend sind…….
In the literature, we find rules on conical crowns that are based primarily on the use of gold alloys and on NEM material and PEEK barely applicable…….
Teil 4 / Part 4



In diesen Bildern mit Zirkonteleskopen und PEEK-Sekundärkonstruktion sieht man deutlich, dass die lingualen Bereiche der Fräsflächen maximal reduziert wurden und bei den Zähnen 33 + 34 vollkommen auf die vestibulären Fräsflächen verzichtet wurde, um eine bessere Ästhetik zu ermöglichen.
Die approximalen Bereiche genügen hier vollkommen zum Erreichen einer guten Friktion.
In these images with zirconium telescopes and PEEK secondary construction, clearly to see that the lingual areas of the milling surfaces were maximally reduced and the teeth 33 + 34 completely forgone the vestibular milling surfaces, in order to enable a better aesthetics.
The approximal areas are sufficient here to achieve a good friction.
Ungewöhnlich bei dieser Arbeit sind jedoch die langen labialen Fräsflächen, die sich aus der prothetischen Einschubrichtung und der Präparationsform ergeben haben.
Unusual in this work, however, are the long labial milling surfaces, which have resulted from the prosthetic insertion direction and the preparation form.
Aufgrund neuer auf dem Markt befindlicher Werkzeuge und nach zahlreichen Tests, besonders unter Berücksichtigung von CAD/CAM-gefrästen Sekundärteleskopen werde ich hier eine Empfehlung für eine besondere Gestaltung der Fräsungen abgeben, die für mich sowohl für klassische, händisch hergestellte Teleskope, als auch für digitale Teleskope die neue Königsklasse der Doppelkronentechnik darstellt.
Hierbei kann eine Garantie von 10 Jahren und mehr übernommen werden UND die Handhabung für den Patienten, aber auch für das Labor und den Zahnarzt deutlich erleichtert werden!
Aber zuvor möchte ich noch auf ein anderes Thema eingehen:
Due to new tools on the market and after numerous tests, especially taking into account CAD / CAM milled secondary telescopes, I will give here a recommendation for a special design of the milling, which for me for both classic, hand-made telescopes, as well as for digital Telescopes represents the new king of double crown technology.
This can be a guaranteed for 10 years and more AND the handling for the patient, but also for the laboratory and the dentist are much easier!
But first I would like to talk about another Topic:
Teil 5 / Part 5
Implantate und Teleskope? Implants and telescopes?



Anders als natürliche Zähne sind Implantate nicht über den Zahnhalteapparat beweglich im Kiefer verankert, sondern knöchern eingewachsen und somit starr und unbeweglich verbunden. Jeder von uns hat schon einmal gesehen, wie Patienten ihre Teleskopprothesen in den Mund einsetzen, oder herausnehmen. Beim Einsetzen ist es oft das ungefähre Platzieren über den Primärkronen und per Okklusion, also durch Zubeissen die Prothese in die gewünschte Endposition zu bringen. Kein Patient schafft es, seinen Teleskoparbeit in einer definierten Einschubrichtung dem Mund zu entnehmen, sondern im Allgemeinen ist es eine Art „Herauswackeln“, indem wechselnd die eine- und die andere Seite gelöst und weiter vom Primärteil getrennt wird. Wenn bei diesem wechselseitigen Lösen eine dieser Bewegungen zu stark ausgeführt wird, kommt es zum Verkanten oder Verklemmen der Prothese und plötzlich geht es nicht mehr vor- noch zurück. Jetzt stellt sich das Bild des „Schwitzenden Patienten“ ein, der gerade wenn er Prothesen-Neuling ist Panik bekommt und Angst hat, diese Arbeit nicht mehr heraus zu bekommen. Ebenso kennen wir das Problem der sogenannten Kaltverschweissung, nämlich dass eine Prothese sich unter Kaubelastung und mangels eines definierten Tiefenstops wie einer Stufe so sehr auf den Primärteilen verklemmt, dass selbst der Behandler Schwierigkeiten hat, eine solche Prothese ohne den gefürchteten Hirtenstab zu lösen. Im Falle von natürlichen Zähnen können diese einige dieser Handhabungsfehler des Patienten aufgrund ihrer Eigenbeweglichkeit ausgleichen und mindern,- Implantate können dies nicht! Daher habe ich vor vielen Jahren gelernt, dass bei herausnehmbaren Implantatversorgungen besser mit einem Konus als mit einem Teleskop gearbeitet werden sollte!
Weitere Vorteile von Konuskronen gegenüber Teleskopen werden wir im weiteren Verlauf ebenfalls diskutieren……
Unlike natural teeth, implants are not flexible anchored in the jaw via the periodontium, but are bony, ingrown and rigidly connected. Each of us has seen patients put their telescopic prostheses in their mouths or remove them. When inserting it is often the approximate placement over the primary crowns and by occlusion, so by biting to bring the prosthesis to the desired end position. No patient manages to extract his telescopic work in a defined insertion direction of the mouth, but in general it is a kind of „shaking out“ by alternately solved the one side and the other side and further separated from the primary part. If one of these movements is carried out too strongly during this reciprocal release, the prosthesis jams or becomes jammed and suddenly it no longer protrudes. Now the picture of the „sweaty patient“ comes in, who gets panic when he is a prosthesis newbie and is afraid that he will not be able to get this work out. We also know the problem of so-called “cold welding”, namely that a denture clamped under chewing load and lack of a defined depth stop as a step so much on the primary parts that even the dentist has difficulties to solve such a prosthesis without the dreaded “shepherd’s staff”. In the case of natural teeth, some of these handling errors of the patient can be compensated due to their own mobility and mitigate – implants can not! That’s why I learned many years ago that with removable implant restorations, it’s better to work with a conical crown than with an telescope!
Further advantages of conical crowns compared to telescopes will be discussed later ……
Galvanotechnik und Doppelkronen / Electroplating and double crowns
Leider ist diese oft unterschätzte Technik, meist durch falsche Handhabung in der Vergangenheit etwas in Verruf geraten. An sich scheint es hiermit sehr einfach zu sein, passende Sekundärteleskope herzustellen, welche dem Patienten das Ein- oder Ausgliedern sehr leicht machen. Bei falscher Handhabung jedoch, haben sich in der Anwendung dieser Technik Fehler wie Friktionsverlust, Verbiegung, Belüftungselemente, Verfärbungen, Plaqueanlagerungen etc. in gehäuftem Maße eingeschlichen und dazu geführt, dass viele Zahnärzte, aber auch Zahntechniker diese Technik heute nicht mehr benutzen möchten.
Auch hier wird mit einem Konus (1-2°) mit Stufe gearbeitet und die Sekundärkäppchen leben davon, dass sie durch die Tertiärstruktur vollständig und spaltfrei gefasst sind.
Da ich nicht ungefragt Bilder anderer Kollegen zeigen möchte, werde ich Euch jetzt hier Bilder präsentieren, die genau dokumentieren, wie man es nicht machen sollte!
Unfortunately, this often underrated technique, usually due to mishandling in the past a little discredited. In itself, it seems to be very easy to make suitable secondary telescopes, which make the patient very easy to insert or remove. In case of incorrect handling, however, errors such as friction loss, bending, ventilation elements, discoloration, plaque deposits, etc., have crept in to a greater extent in the application of this technique and have led many dentists, but also dental technicians, to no longer use this technique today. Rarely have I seen the electroplating technique so clean worked and presented. Here, too, a cone (1-2 °) with a step is used and the secondary copings live from the fact that they are completely and without gaps covered due to the tertiary structure. Since I do not want to show pictures of other colleagues without being asked, I will now present you here pictures that document exactly how not to do it!

Wird fortgesetzt / To be continued











